


Frankfurt am Main, 25. Februar 2025 – Wie gelingt es europäischen Fertigungsunternehmen, sich im globalen Wettbewerb zu behaupten? Ein besonders probates Mittel ist die fortwährende Entwicklung und Anwendung innovativer Technologien. Wenn diese dann auch noch das Label „Hightech“ erlangen, ist es für andere Hersteller noch schwieriger, die Technologien zu kopieren. Diesen Vorsprung gilt es sich zu erarbeiten und zu bewahren – dann klappt es auch mit der Wettbewerbsfähigkeit. Industrielle Anbieter und Forschungsinstitute zeigen, wie´s geht. Zu finden sind diese und noch viel mehr Innovations-Booster auf der EMO Hannover 2025.
Von Präzisionswerkzeugen über Hightech-Werkzeugmaschinen bis hin zur Einbindung von Simulationsanalysen: Das Feld ist vielfältig, um sich Wettbewerbsvorsprünge zu erarbeiten, wie nachfolgende Praxisbeispiele zeigen.
In vier Jahren Entwicklungszeit hin zur Hightech-Schneide
Echte technologische Fortschritte zeigen sich oft in der Weiterentwicklung bereits bewährter Produkte hin zur Perfektion. Dazu ein Beispiel: Eine der größten Herausforderungen bei der Innenbearbeitung sind – je nach Werkstoff – lange Späne. Sie wickeln sich um das Werkzeug, verstopfen Bohrungen oder führen im schlechtesten Fall zum Werkzeugbruch. Hier kann eine Spanformgeometrie Abhilfe schaffen. Sie leitet und formt den Span und bringt ihn zum Bruch. Bisher kamen dazu speziell gelaserte oder geschliffene Spanformgeometrien zum Einsatz, verbunden mit entsprechenden Kosten für die Schneidplatte. Die Paul Horn GmbH aus Tübingen hat es nun geschafft, ein universelles Ausdrehwerkzeug mit ‚gesinterter‘ Spanformgeometrie zu entwickeln. Es bietet infolge der ausgezeichneten Spankontrolle im Einsatz eine hohe Prozesssicherheit. Die Geometrie lässt sich universell für verschiedene Werkstoffgruppen einsetzen und eignet sich zum Innen-, Plan-, Kopier- und Rückwärtsdrehen. Geschäftsführer Markus Horn kennt die technischen und wirtschaftlichen Herausforderungen im Zerspanungsumfeld und zeigt sich folglich begeistert: „Wir verschieben Grenzen mit Technologie. Dieses Präzisionswerkzeug reizt die heutige Technologie aus und kann ausschließlich mit schlauen Köpfen hergestellt werden. Rund vier Jahre Entwicklungszeit mit zahlreichen Aufgaben sowohl beim Verfahren als auch den Materialien waren notwendig. Letztlich haben wir es geschafft, die Probleme mit langen Spänen bei der Innenbearbeitung von kleinen Bohrungsdurchmessern wirtschaftlich zu lösen.“
Neben der Geometrie optimierte Horn auch den Rohling der Schneidplatte mithilfe höherer Steifigkeit und einem noch stabileren Schneidenbereich. Darüber hinaus wurde die Zuführung der Kühlung überarbeitet. Das breite Einsatzgebiet der Schneidplatten spiegelt sich auch in der Wirtschaftlichkeit wider: Die Kosten des neuen Tools liegen im ähnlichen Bereich wie bei Standardschneidplatten ohne Geometrie. „Diese Entwicklung zeigt, wie man sich durch Technologie im weltweiten Wettbewerb sowohl technisch, wirtschaftlich als auch preislich abheben kann“, finalisiert Matthias Rommel, ebenfalls Horn-Geschäftsführer. „Die EMO 2025 ist für Horn die ideale Plattform, um internationalen Fertigungsspezialisten unsere Innovationen persönlich nahezubringen.“
Leistungsstarker Maschinentisch – Komplettbearbeitung für besonders hohe Ansprüche
Für Unternehmen der spanenden Fertigung wird es immer wichtiger, Bauteile in einer Aufspannung herstellen zu können. Dementsprechend sind leistungsstarke fünfachsige Maschinen gefragt, die verschiedenste Drehaufgaben ebenso effizient erledigen wie Fräsarbeiten. Ein Trend, der laut Dr. Manuel Gerst – Entwicklungsleiter bei der Gebr. Heller Maschinenfabrik GmbH in Nürtingen – international an Bedeutung gewinnt: „Der Drehanteil auf unseren entsprechend ausgestatteten Bearbeitungszentren liegt heute schon bei rund 30 und wird zukünftig bei etwa 40 Prozent liegen.“ Grund genug, die entscheidende Basis für solche Dreharbeiten auf ein ganz neues Level zu heben. Mit der Mill-Turn-Enforced-Technologie ist es den Nürtinger Ingenieuren gelungen, einen direktgetriebenen Maschinentisch zu entwickeln, der außergewöhnliche Leistungsdaten aufweist und künftig in allen 5-Achs-Maschinen der Süddeutschen zur Anwendung kommen soll. In einem Heller Bearbeitungszentrum (BAZ) wird er bereits erfolgreich seit Herbst 2024 eingesetzt. Rechtzeitig zur EMO 2025 wird eine weitere 5-Achs-Maschine inklusive des Maschinentischs am Markt verfügbar sein.
Doch was bedeutet ‚außergewöhnliche Leistungsdaten‘? Die größte Herausforderung besteht darin, gleichermaßen hohe Drehmomente und Drehzahlen zu erreichen. „Genau das ist uns gelungen“, sagt Gerst und präsentiert Zahlen: „Wir realisieren mit dem neuen Tisch bis zu 1.250 Newtonmeter und bis zu 1.140 Umdrehungen pro Minute. Damit liegen wir rund 20 Prozent über dem, was am Markt üblich ist. Fertigungsbetriebe erreichen so enorme Spanabtragsraten.“ Die Nürtinger Ingenieure haben dafür an vielen Stellschrauben gedreht. Besonders wichtig: Um die Wärme im Griff zu behalten, kommt ein speziell optimierter Torquemotor zur Anwendung, der nur minimale Wärme erzeugt. Gleiches gilt für das Lager. Insgesamt lag auf dem Wärmemanagement im Tisch der wichtigste Hebel für den Erfolg. Sicherheitshalber berechnet zudem eine Software permanent relevante Betriebszustände, um im Extremfall rechtzeitig vor Überlastung zu warnen.
Auch komplexe Bauteile in nur einer Aufspannung bearbeiten
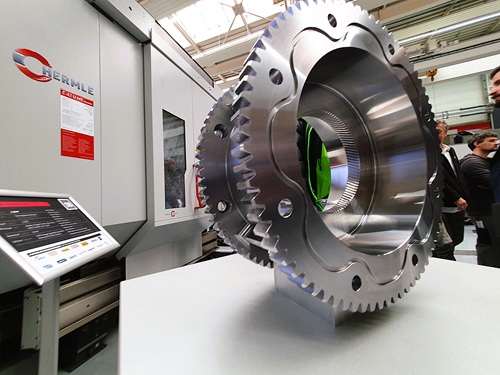
Frühzeitig hat sich die Maschinenfabrik Berthold Hermle AG aus Gosheim dazu entschieden, wieder auf der EMO 2025 auszustellen. Mehrere 5-Achs-Bearbeitungszentren werden mit Automationslösungen präsentiert, ebenso wie ein 5-Achs-BAZ als Mill/Turn-Variante. Auf dieser Mill/Turn-Maschine wird ein Bauteil gefräst, gedreht, gebohrt, geschliffen, gestoßen, entgratet, geglättet, gesenkt und vermessen – will heißen: Hier sind 13 hochproduktive Verfahren zur Komplettbearbeitung komplexer Bauteile in einer Aufspannung in nur einem Bauteil vereint. Der Anwender kann sich die für ihn relevanten Technologien aufzeigen lassen und in seine Bearbeitungsstrategien integrieren.
„Selbstverständlich dreht es sich auf allen gezeigten Produkten um die beiden messebeherrschenden Themen Automation und Digitalisierung“, blickt Marketingleiter Udo Hipp in die Zukunft. Gerade die Automatisierung von Bearbeitungszentren, in der sich Hermle mit einer eigenen Tochtergesellschaft seit über 20 Jahren am Markt einen Namen gemacht hat, ist in Anbetracht des akuten Facharbeitermangels ein stetig wachsender Markt. Egal ob Palettenwechsler, Handlingsysteme oder die „Königsklasse“ der adaptierten Robotersysteme: Der Werkzeugmaschinenhersteller Hermle steht beratend, aber auch prozessunterstützend zur Verfügung. „Wir erhoffen uns von der EMO, dass sie ihrem Titel als Weltleitmesse nachkommt“, so Udo Hipp, „und zahlreiche internationale Interessenten anlockt, denen wir Technik ‚Made in Germany‘ zeigen können. Hermle bietet hochpräzise 3-, 4- und 5-Achs-Bearbeitungszentren plus vollumfänglicher Automation und Digitalisierung für den ‚Rund um die Uhr‘-Einsatz – und wird damit auch immer neuen Zerspantechnologien gerecht. Auf der EMO 2025 zeigen wir unsere hohe Kompetenz im Fräsen, Bohren und Drehen.“
Forschung spannt Bogen zwischen Hightech und Praxisnähe
Prof. Dirk Biermann, Institutsleiter an der Technischen Universität Dortmund, bekräftigt die enorme Bedeutung, technologisch stets up to date zu sein: „Am Institut für Spanende Fertigung ISF wird bereits seit über 50 Jahren an allen relevanten Themen der Zerspanung geforscht. Neben der Grundlagenforschung werden prozesstechnologische und industrienahe Forschungsprojekte bearbeitet.“ Die nachfolgenden drei Beispiele illustrieren die Bandbreite:
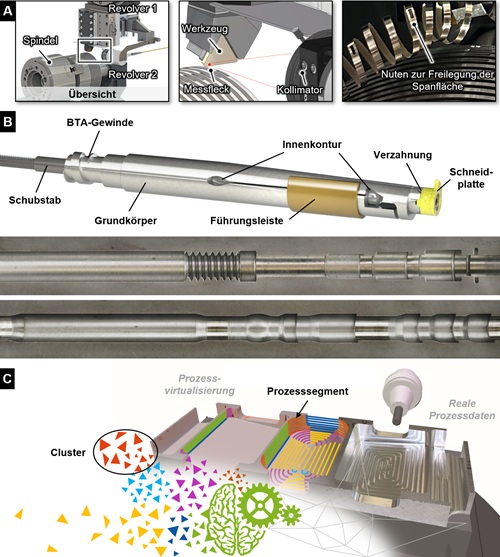
Hohe Werkzeugtemperaturen in der Zerspanung beschleunigen den Verschleiß und verkürzen die Lebensdauer der Werkzeuge. Die Kenntnis der Temperaturen kann sowohl das Prozessverständnis steigern als auch zur Validierung von Spanbildungssimulationen beitragen. „Wir entwickelten deshalb am ISF eine innovative Methode, die eine operando-Ermittlung der Spanflächentemperaturen – also unter Betriebsbedingungen – zulässt“, berichtet der Institutsleiter (Foto 05 -A). „Ein weiteres Projekt betrifft das Innendrehen, das insbesondere bei kleineren Bohrungen aufgrund der Auskragung der Werkzeuge nur in geringer Bearbeitungstiefe umsetzbar ist. Daher haben wir ein neuartiges Werkzeugsystem entwickelt, das die Innenkonturierung auch in langen Tiefbohrungen befähigt.“ Dieses System wird als zusätzliche Achse in die Werkzeugmaschine integriert und verfügt über einen leistengeführten, schwingungsvermeidenden Werkzeugkopf (Foto 05 -B).
„Des Weiteren kann die simulationsgestützte Prognose des Prozessverhaltens dazu beitragen, in einer frühen Phase der Wertschöpfungskette optimierte Prozesskonfigurationen einzustellen“, finalisiert Biermann. „Im Forschungsprojekt ‚ClusterSim‘ werden – gemeinsam mit dem Projektpartner AG Virtual Machining der TU Dortmund – Methoden des maschinellen Lernens entwickelt und angewendet, um datengestützte Vorhersagen für einzelne Segmente komplexer Bearbeitungsprozesse treffen zu können (Foto 05 -C).“ Das Dortmunder Institut wird als Mitglied der Wissenschaftlichen Gesellschaft für Produktionstechnik gemeinsam mit weiteren WGP-Instituten auf dem Gemeinschaftsstand „Sustainability“ der EMO Hannover ausstellen.
„Die EMO Hannover 2025 ist eine einmalige Plattform, um sich über diese und zahlreiche weitere aktuelle Entwicklungen auf Expertenebene auszutauschen“, betont der WGP-Professor.
(Umfang: 9.603 Zeichen, inklusive Leezeichen)
Autor: Dag Heidecker, Fachjournalist, Wermelskirchen
Der direkte Link zur Pressmeldung: https://vdw.de/presse-oeffentlichkeit/pres-semitteilungen/
((INFOKASTEN Hermle))
Videos veranschaulichen Hightech-Verfahren
Gleich drei Videos stellt Hermle zur Verfügung, um das derzeit technisch Machbare noch ausführlicher hervorzuheben.
- Automatisches Paletten- und Schraubstockhandling: HERMLE HS flex hybrid C 250 / C 400 (DT)
- Benchmark in der 5-Achs-Technologie, besonders geeignet für großvolumige Bauteile: Hermle C 42 – die 5-Achs-Benchmark unter den Bearbeitungszentren mit neuem 24″ Comfort Bedienpult
- Robotersystem – adaptiert an zwei 5-Achs-Bearbeitungszentren von Hermle: Hermle Robotersystem RS 1 adaptiert an zwei Bearbeitungszentren C 22 U
((INFOKASTEN TU Dortmund – ISF))
Wissen in Seminaren vertiefen
Für ein tieferes Verständnis der beschriebenen Zusammenhänge lädt das ISF jährlich zu Seminaren zur „Prozess-, Werkzeug- und Maschinenanalyse“ im Rahmen der Produktionsakademie der Wissenschaftliche Gesellschaft für Produktionstechnik (WGP) ein.
Kontakte
Gerda Kneifel
VDW
Kommunikation
Lyoner Str. 18
60528 Frankfurt am Main
Deutschland
g.kneifel@vdw.de
Tel. +49 69 756081-32
www.vdw.de
Hartmetall-Werkzeugfabrik Paul Horn GmbH
Christian Thiele
Kommunikation / Media
Horn-Str. 1
72072 Tübingen
Deutschland
christian.thiele@de.horn-group.com
Tel. +49 7071 7004-1820
www.horn-group.com
Maschinenfabrik Berthold Hermle AG
Udo Hipp
Marketing
Industriestr. 8–12
78559 Gosheim
Deutschland
marketing@hermle.de
Tel. +49 7426 95-0
www.hermle.de
Gebr. Heller Maschinenfabrik GmbH
Jacqueline Rost – Marcus Kurringer
Unternehmenskommunikation
Gebrüder-Heller-Str. 15
72622 Nürtingen
Deutschland
jacqueline.rost@heller.biz
marcus.kurringer@heller.biz
Tel. +49 7022 77-5004 oder -5683
www.heller.biz
Technische Universität Dortmund
Institut für Spanende Fertigung ISF
Prof. Dirk Biermann
Baroper Str. 303
44227 Dortmund
Deutschland
biermann@isf.de
Tel. +49 231 755 2782
www.isf.de
daxTR – Technik + Redaktion
Dag Heidecker
Fachjournalist
Auf dem Scheid 4
42929 Wermelskirchen
Deutschland
heidecker@daxTR.de
Tel. +49 1577 902 1202
www.daxTR.de
Downloads
Bild 1 – 01 Horn Supermini Typ 105
Bild 2 – 02 Heller Entwicklungsleiter Dr Manuel Gerst
{kind=link}
Bild 3 – 03 Hermle Hightech Bauteil
{kind=link}
Bild 4 – 04 Hermle Udo Hipp
{kind=link}
Bild 5 – 05 ISF Prof Biermann
{kind=link}