Alles für den letzten Schliff
Beim Schleifen ist Feingefühl gefragt. Kinder lernen das schon bei Laubsägearbeiten. Das Schleifpapier muss behutsam über die vom Sägen noch rauen Kanten der filigranen Sperrholzstücke geführt und der Druck mit der Hand ständig nachgeregelt werden – abhängig davon, wie stumpf das Schleifpapier bereits geworden ist.
Intelligente Prozessüberwachung erhöht Perfektion und verringert Ausschuss
Erfahrungswissen und Künstliche Intelligenz
Bei der automatisierten Bearbeitung von Werkstücken droht hoher Ausschuss, wenn die Bearbeitung nicht kontinuierlich und effizient überwacht wird. Da Erfahrungswissen für einen optimalen maschinellen Schleifprozess nicht immer ausreicht und Fachkräfte zudem rar sind, kommt bei der industriellen Prozessüberwachung inzwischen auch Künstliche Intelligenz ins Spiel. Denn das Schleifen ist oftmals der letzte Schritt in einer langen Prozesskette zur Herstellung von Bauteilen, wie zum Beispiel Zahnrädern oder Radsätzen. Ausschuss aufgrund von Fehlern ist insbesondere in der Kleinserien- und Einzelteilfertigung deshalb ein relevanter Kostenfaktor. Die digitalisierte Überwachung des Schleifprozesses mit Sensorik bei gleichzeitig hohem Automatisierungsgrad verspricht Abhilfe.
„Die Qualität beim Schleifen ist von einer Vielzahl sich stetig verändernder Parameter und Einstellungen abhängig – beispielsweise verändert sich beim Schleifen konstant der Durchmesser, das Profil und die Schnittigkeit der Schleifscheibe durch Verschleiß und Abnutzung während des Schleifprozesses“, erklärt Christoph Plüss, Chief Technology Officer (CTO) des GrindingHub-Ausstellers United Grinding Group mit Sitz im schweizerischen Bern. „Alles, was man hierbei digital steuern oder regeln kann, führt zu einer verbesserten Prozesskontrolle und schlussendlich zu einer effizienteren Fertigung und konstanten Ergebnisqualität.“
Hören, sehen, fühlen
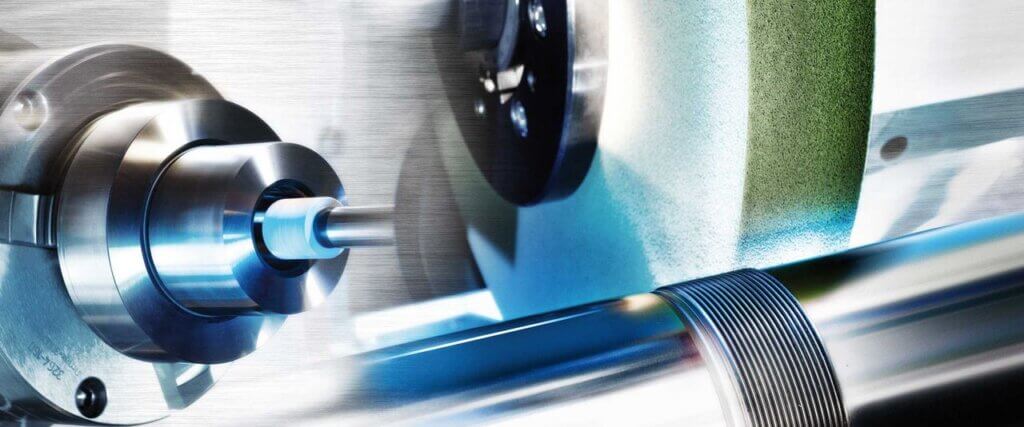
Hierbei ist die Interaktion zwischen dem Werkzeug – also der Schleifscheibe – und dem Werkstück sowie die Art und Weise der Einwirkung des Kühlschmierstoffes in der Kontaktzone relevant. „Mit akustischer Sensorik kann man hier sehr viele Einflussgrößen erfassen“, erklärt Plüss. Die geometrische Pflege und Konditionierung, also das Abrichten der Schleifscheibe, ist für die Prozesskontrolle zentral. „Des Weiteren gehören natürlich auch die Überwachung und Kontrolle des Wärmegangs der Maschinenstruktur und kritischer Komponenten dazu sowie geometrische Zwischenmessungen am Werkstück selbst“, sagt CTO Plüss. Das erfolgt heute öfter auch berührungslos mittels Lasermessbrücken. Bildlich gesprochen müssen die Maschinen für eine optimale Prozesskontrolle beim Schleifen hören, sehen und fühlen können. United Grinding bietet mit den Marken Blohm, Ewag, IRPD, Jung, Mägerle, Mikrosa, Schaudt, Studer und Walter ein sehr breites Applikationswissen und ein großes Produktportfolio zur Fertigung hochpräziser Bauteile.
Vor allem bei kleinen Losgrößen spielt die automatisierte Überwachung des Schleifprozesses ihre Stärken aus. „Das Umrichten, Umrüsten und Einfahren von Schleifprozessen kann sehr zeitaufwändig sein. Bei kleinen Losgrößen tut man das entsprechend öfter“, erklärt Plüss. Wenn hier also der Schleifprozess durch intelligente Sensorik, Prozessüberwachung und hinterlegtes Erfahrungswissen unterstützt wird, kann das Einfahren effizienter bewerkstelligt und die Produktivität gesteigert werden.
Auch in der akademischen Forschung ist das ein Thema. „Um automatisierte Schleifprozesse wirtschaftlich nutzen zu können, ist eine frühzeitige Erkennung von Prozessveränderungen und Qualitätsschwankungen notwendig. Schleifprozesse werden durch nicht reproduzierbare und stochastische Störgrößen, beispielsweise variierende Schleifscheibeneigenschaften oder bedienerabhängige Stellgrößenmodifikation, beeinflusst“, beschreibt Henning Buhl, Abteilungsleitung Maschinenkomponenten am Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) der Leibniz Universität Hannover, das Problem aus wissenschaftlicher Sicht. „Daher ist nicht von einem gleichbleibenden und prognostizierbaren Verhalten im Schleifprozess auszugehen“, schlussfolgert Buhl.
In vielen Fabriken schlummern ungenutzte Effizienzgewinne
Derzeit werden eher konservative Prozessstellgrößen verwendet, und die Anwender führen stichprobenartig Qualitätskontrollen durch. Das führt dazu, dass nicht das volle Potenzial der Leistungsfähigkeit ausgeschöpft wird. Dies reduziert die Wirtschaftlichkeit und ermöglicht nur eine nachgelagerte Fehlererkennung, sodass Ausschuss nicht vermieden wird. Mittels einer kontinuierlichen Prozessüberwachung könnten bereits während der Fertigung Veränderungen erkannt und der Prozess angepasst werden. Dadurch sei es außerdem möglich, die Stellgrößen produktiver einzustellen, so Buhl.
In der Prozessüberwachung mit Digitalisierung und Sensorik schlummern in vielen Fabriken noch ungenutzte Effizienzgewinne. „Derzeit können maschineninterne Daten genutzt werden, um Veränderungen im Prozess zu detektieren. Die Auflösung und Detailgenauigkeit reichen aber meist nicht aus, um die Ursache der Veränderung zu finden und eine geeignete Gegenmaßnahme abzuleiten“, sagt Buhl. Durch zusätzliche hochaufgelöste Signale mit weiterer Sensorik könnten mehr Informationen gewonnen und kombiniert werden, um eine eindeutige Überwachung der Fertigung zu ermöglichen. „Die digitale Datenerfassung von Prozesskräften und Schwingungen bietet hier hohes Potenzial, um beispielsweise beim Drehen erforschte Ansätze auf das Schleifen zu übertragen“, erklärt der Wissenschaftler.
Messen unter widrigen Bedingungen
Allerdings ist die Energie- und Datenübertragung von den Sensoren eine große Herausforderung, da von einem schnell bewegten Werkzeug die Messdaten an eine stationäre Auswertung in der Steuerung übertragen werden müssen. Buhl weist zudem darauf hin, dass das Messsystem robust genug sein muss, um unter dem Einfluss von spezifischen Temperaturbedingungen und Kühlschmiermitteln zuverlässig Messdaten aufzunehmen.
Ein häufig eingesetzter Überwachungsansatz bei Schleifprozessen ist die Messung der Prozesskräfte. Diese bilden die auftretenden dynamischen Belastungen am Werkstück und am Werkzeug ab. Sie liefern dabei Aufschluss über die derzeitigen Eingriffsbedingungen im Prozess und den aktuellen Verschleißzustand. „So steigen die Prozesskräfte aufgrund von zugesetzten Poren oder Kornabflachungen an der Schleifscheibe kontinuierlich an. Für die Definition der Überwachungsgrenzen sind daher die sich stetig ändernden Eingriffsbedingungen zu beachten, sodass statische Methoden nur bedingt geeignet sind“, sagt Buhl. Eine genaue Messung der Prozesskräfte ist dabei unerlässlich, um eine aussagekräftige Bewertung der Signale und somit eine präzise Überwachung zu ermöglichen.
Näher ans Limit mit datenbasierter Analyse
Um KI zur Optimierung nutzen zu können, müssen mittels intelligenter Algorithmen Muster aus komplexen Datensammlungen gewonnen werden. Das ist besonders interessant in der Serienfertigung. So kann ein digitaler Fingerabdruck des Prozesses erstellt und Veränderungen respektive Optimierungen können gezielt zur Überwachung und Optimierung genutzt werden. Wie hoch die Effizienzgewinne dabei sind, ist „pauschal schwierig zu sagen“, erklärt Plüss. „Aber es liegt generell in der Natur des Menschen, eine gewisse Reserve und Sicherheit einzuplanen. Mittels intelligenter Prozessoptimierung und -überwachung können diese Reserven sichtbar gemacht und abgebaut werden. Man kann also geregelt näher ans Limit gehen.“
Freilich gibt es in der industriellen Praxis Grenzen bei der digitalen Überwachung von Schleifarbeiten. „Nur was man messen und erfassen kann, kann man auch regeln und optimieren“, bringt es der United-Grinding-CTO auf den Punkt. Was sich heute schon alles messen und optimieren lässt, um auf effiziente Weise Oberflächen mit dem perfekten Schliff zu schaffen, werden die Aussteller auf der GrindingHub zeigen. Dort können die Besucherinnen und Besucher die gesamte Wertschöpfungskette der Schleiftechnik live erleben, von der Schleifmaschine selbst über Softwaretools und Prozessperipherie bis hin zu Mess- und Prüfsystemen.
(8.582 Zeichen, inklusive Leerzeichen)
Autor: Daniel Schauber, Fachjournalist, Mannheim
Kontakte
Gerda Kneifel
Presse- und Öffentlichkeitsarbeit
Lyoner Str. 18
60528 Frankfurt am Main
Deutschland
Tel. +49 69 756081-32
United Grinding Group Management AG
Inke Myschker
Manager Marketing-Communication
Wankdorfallee 5
3014 Bern
Schweiz
Tel. +41 31 356 0128
GrindingHub: Halle 9, Stand 9A50, Hauptaussteller
Institut für Fertigungstechnik und Werkzeugmaschinen, Leibniz Universität Hannover (IFW)
Abteilungsleitung Maschinenkomponenten
Henning Buhl
Produktionstechnisches Zentrum Hannover
An der Universität 2
30823 Garbsen
Deutschland
Tel. +49 511762-5210
https://www.ifw.uni-hannover.de/
Daniel Schauber
Freier Fachjournalist
Meerfeldstr. 14
68163 Mannheim
Deutschland
Tel. +49 170 2031976

